

¥ 面议 价格
46 供货量
限时特惠 厂家直销一键获取最低报价
特点:★数控内圆磨床为二轴联动立式数控内圆,一次装夹磨削内孔、小端面、多阶孔。
★机床内圆磨头采用大功率电动磨头,采用静止变频器驱动。
★所有导轨均采用、高抗振性的瑞士施耐博滚柱导轨。 ★机床控制系统采用西门子,进给轴由西门子伺服电机驱动滚珠丝杆。
★工件主轴采用大接触成对角球轴承,工件转速交流变频,无级调速。
★机床导轨及滚珠丝杆均由润滑站自动润滑。并有密封的罩壳防护。
★机床可配备气缸作夹具动力源的多点节圆定位的盆齿自动夹具及各种夹具。
★机床尺寸控制采用定程磨削,可选配光栅尺闭环控制。
★冷却液过滤采用磁性加纸质的精密过滤装置。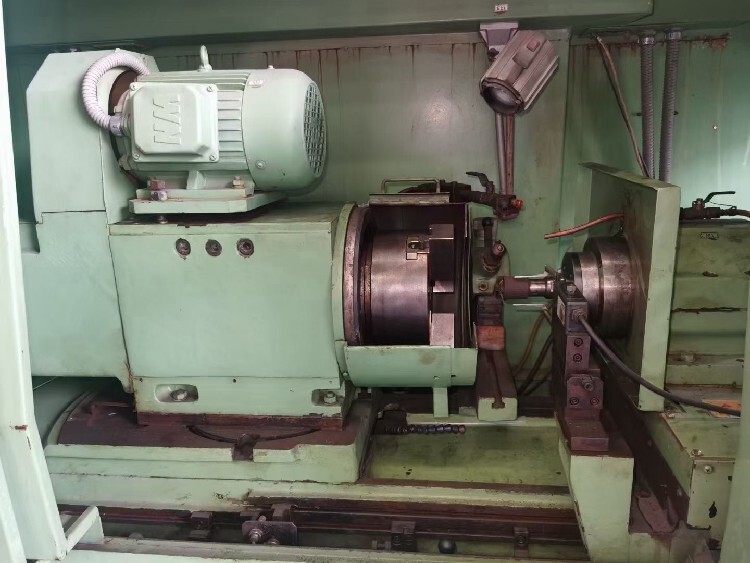
数控磨床又有数控平面磨床、数控无心磨床、数控内外圆磨床、数控立式磨床、数控坐标磨床、数控成形磨床等等
标准机械加工所使用磨床,砂轮电动机均按传统启动电路运行。电动机启动后按照额定转速运转,由于电网电压有一定波动,砂轮工件磨擦负载不断变化,都会影响电动机转速误差,标准砂轮电动机起动电路一般只有一种加工速度,难以适应不同工件大小要求不同加工相对线速度,以至于所加工工件加工精密度很难。
相对要求砂轮转速于主轴线速度不同,单纯调整主轴转速来满足工件加工线速度很难调整到理想状态。又由于轴杆类加工过程所产生应力弯曲,磨削过程会产生砂轮进给力矩不同,这样就带来砂轮输出转速/力矩不同变化,相应会产生振刀纹/烧糊纹等,磨削精度很难,由此造成生产效率低,率低等。
根据磨床的运动特点及工艺要求,对电力拖动及控制有如下要求:1.砂轮的旋转运动一般不要求调速,由一台三相异步电动机拖动即可,且只要求单向旋转。容量较大时,可采用Y-三角形降压启动。2.为加工精度,使其运行平稳,工作台往复运动换向时惯性小无冲击,故采用液压传动实现工作台往复运动和砂轮箱横向进给。
磨削加工应用较为广泛,是机器零件精密加工的主要方法之一。但是,由于磨床砂轮的转速很高,砂轮又比较硬、脆、经不起较重的撞击,偶然的操作不当,撞碎砂轮会造成非常严重的后果。










